
MIM技術紹介
当社独自の特徴
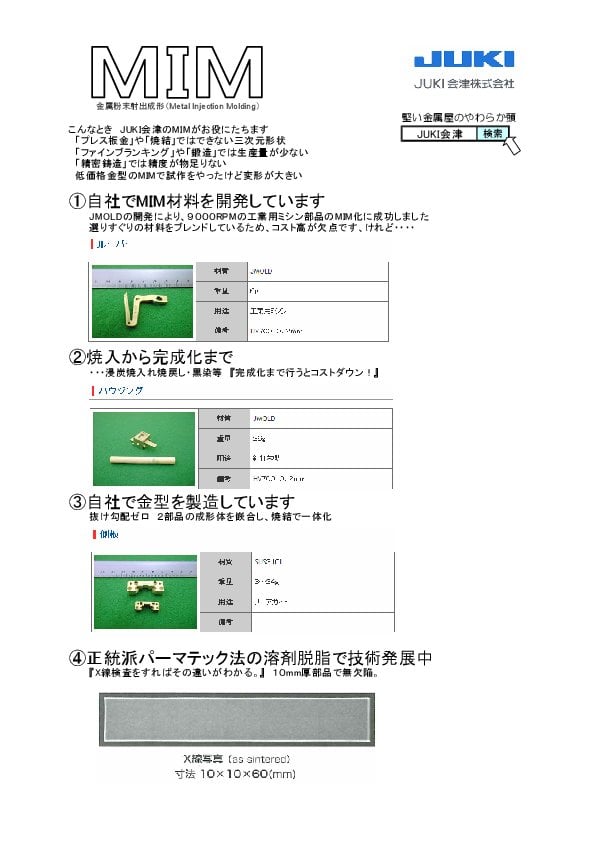
1.自社で開発したMIM材料です。
JMOLD(R)は当社の登録商標です。自社開発材料の例:JMOLD(R)(SNCM系鋼)、SKD11-SH、SUS440C-SH、J-HSS(ハイス鋼)高級粉末と粉末配合技術により、他社よりワンランク高い精度と密度を実現しました。
そのため材料費は高くなりますが、二次加工の簡略化により完成品でコストメリットが出てきます。
そのため材料費は高くなりますが、二次加工の簡略化により完成品でコストメリットが出てきます。
2.焼入から完成化まで引き受けています。
大手MIMメーカーではほとんど取り扱っていない機械部品用のSNCM鋼を独自に開発(JMOLD)し、焼入焼戻しまで行った完成品を提供しています。当社独自のサイジング技術(閉塞矯正)を積極的に取り入れ、寸法精度や幾何精度を向上させています。
3.正式にパーマテック法の技術供与を受けています。
MIM技術の元祖であるパーマテック法を基本として、JUKI会津独自に改良を加えたJUKI-MIMシステムを採用しています。パーマテック法の特徴は溶剤脱脂とバインダ技術にあり、他社では不可能な肉厚部品を可能にしています。
[パーマテック法]
溶剤脱脂法を主体とするシステム。MIM法の元祖。
[ウイテック法]
パーマテック社から分かれた製法。加熱脱脂法のため肉厚部品は不得意。
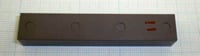
肉厚部品例:シャルピー試験片
寸法 10×10×60(mm)
寸法 10×10×60(mm)
試験片のX線写真(as sintered)
寸法 10×10×60(mm)
寸法 10×10×60(mm)
4.当社は金型工場でもあります。
MIMメーカーではめずらしく金型工場を持っています。また、3D-CAD・CAMの導入や、ITによる客先とのCADデータを直接やりとりするなど、設計初期のプロトタイプ段階からMIM素材を提供する、コンカレントエンジニアリングに貢献しています。具体的にはアルミ合金製の簡易金型を使い、30~200個一式で30~60万円の試作品を提供できます。
5.多品種少量が得意です。
当社はまだ規模が小さく、また複雑で大きな製品が多いので、自動化設備がほとんどありません。したがって大量生産(月産数十万個)は不得意です。逆に大手MIMメーカーがやりたがらない「多品種少量品」が得意です。月産数百個から受注しています。加工完成化まで行いますので、少量でもコストメリットが出てきます。
MIM設計のポイント
MIMの長所
1)ニアネットシェープの実現
形状の自由度が高く、三次元形状を作ることができます。
シャープエッジ、異形穴、交叉穴など。
数部品の一体化によりコストダウンを行った事例が多数あります。
形状の自由度が高く、三次元形状を作ることができます。
シャープエッジ、異形穴、交叉穴など。
数部品の一体化によりコストダウンを行った事例が多数あります。
2)高精度
高い寸法精度が得られます。
高い寸法精度が得られます。
3)高密度
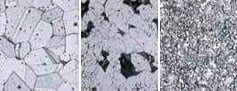
相対密度で96%以上を実現しています。
高炭素で液相焼結が進行するものは、ほぼ100%の密度が得られています。
組織写真は右側です。
相対密度で96%以上を実現しています。
高炭素で液相焼結が進行するものは、ほぼ100%の密度が得られています。
組織写真は右側です。
4)圧粉焼結では得られない溶製材に近い機械強度が得られます。
5)表面あらさは、一般でRmax6~8μmまでは、焼結上がりで可能です。
また、光沢バレルなどにより、サブミクロンの表面あらさを単に出すことができます。
また、光沢バレルなどにより、サブミクロンの表面あらさを単に出すことができます。
6)少ロット~大量生産、短納期。
簡易金型による試作段階からの少ロットから、数万という単位の量産まで行われています。
納期面でも、工程がシンプルなので、二次加工が無ければ、リピート生産品で2週間程度が可能です。
簡易金型による試作段階からの少ロットから、数万という単位の量産まで行われています。
納期面でも、工程がシンプルなので、二次加工が無ければ、リピート生産品で2週間程度が可能です。
7)多種材種が可能
ただし、市場性の高い材料を選択したほうが、QCD(品質・コスト・納期)で有利です。
SUS316L、SUS440C、JMOLD、SKD11など
ただし、市場性の高い材料を選択したほうが、QCD(品質・コスト・納期)で有利です。
SUS316L、SUS440C、JMOLD、SKD11など
8)熱処理・表面処理
溶製材と同等の処理が可能です。
溶製材と同等の処理が可能です。
MIMの短所
1)原材料の価格
MIM法で使用する金属粉末は、10μm程度の微粉末であり、キロ当り数千円と高価です。
そのため一般的にMIM部品の場合、10グラム程度のものが多く、30グラムを超えると、たとえば精密鋳造品に機械加工を加えた方が、安価になります。(当社では、安価な方の素形材を提案します。)
MIM法で使用する金属粉末は、10μm程度の微粉末であり、キロ当り数千円と高価です。
そのため一般的にMIM部品の場合、10グラム程度のものが多く、30グラムを超えると、たとえば精密鋳造品に機械加工を加えた方が、安価になります。(当社では、安価な方の素形材を提案します。)

2)製品設計への制約
肉厚は10mm以下。薄肉厚0.8mm
(当社では、MAX15mmおよび部分的であればMIN0.5mmの実績があります。)
肉厚は10mm以下。薄肉厚0.8mm
(当社では、MAX15mmおよび部分的であればMIN0.5mmの実績があります。)
MIM選定フローチャート
部品がMIMに向いているかどうか、以下のチャートで大まかに判断できます。
MIMの設計技術集
MIM法を採用するにあたり、①射出成形がしやすく、②焼結変形をしずらく、また③2次加工を行う場合、2次加工をしやすくする工夫を設計段階から考慮することが望まれます。
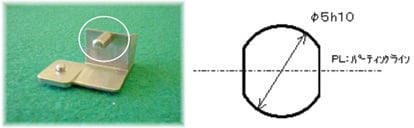
1)金型のパーティングラインの段差0.02~0.05の影響を避ける設計。
2)肉厚をできるだけ均等にする。

成形時のヒケの問題や焼結時の破裂の問題から、肉厚は10mmが限界と考えています。
肉厚部は、肉盗みをつけたり、思いきってリブ構造体にすることをお勧めします。
肉厚部は、肉盗みをつけたり、思いきってリブ構造体にすることをお勧めします。
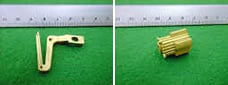
リブ構造にすることでMIM化が可能となった事例。
M=150g
M=150g
3)焼結姿勢を考慮する。

座りのよい安定した姿勢が確保できる設計を考慮する必要があります。捨てリブを2次加工する部位に付けることが可能な場合、変形防止の捨てリブを付ける場合があります。
後工程で軸の旋盤加工をする部分に、変形防止の捨てフランジを付けた例。
後工程で軸の旋盤加工をする部分に、変形防止の捨てフランジを付けた例。
4)ゲートカット処理を省く工夫。

ピンゲートは金型内でゲート処理を行いますが、それ以外のゲートは、成形後ゲートカットを行う必要があります。さらに、ゲートカット後の切断面をカッター等で平面に仕上げます。
この作業を廃止する方法として、設計段階で行える工夫を紹介します。
このときのゲートカットにより残る凹凸は、±0.1~0.3mm程度です。
この作業を廃止する方法として、設計段階で行える工夫を紹介します。
このときのゲートカットにより残る凹凸は、±0.1~0.3mm程度です。
MIM入門簡単マニュアルはこちら
 |
|

MIM材料と用途
MIM材料のオンリーワンJMOLD®は当社の商標登録です。
1.少数精鋭の材料
当社は、材種を必要最少限に絞っています。少数精鋭の材料で広く守備を固めています。材料の種類を増やすことより、そのひとつひとつの品質向上に注力しています。
2.当社のMIM材料と用途
金属材料の分野
| 材 質 名
| 特 徴
| 用 途
|
低合金鋼
| JMOLD®
| SNCM415相当材
| ミシンルーパー、機械部品
|
ステンレス鋼
| SUS316L
| 低炭素、高耐食性
| 一般部品、耐食機械部品
|
SUS440C-SH
| 耐磨耗性
| リニアガイド、摺動部品
| |
SUS630
| 耐食性、じん性
| 医療機器
| |
工具鋼
| SKD11-SH
| 高強度、耐磨耗
| 高速摺動部品、機械部品
|
J-HSS(ハイス)
| 高強度、耐磨耗
| メス、刃物、機械部品
|
上記以外の材料も開発に応じます、ご相談ください。
開発事例:コバルト合金など *印の材質は、近年JUKI株式会社中央技術研究所と共同開発したロバスト性の高い高精度材料です。
開発事例:コバルト合金など *印の材質は、近年JUKI株式会社中央技術研究所と共同開発したロバスト性の高い高精度材料です。
関連論文:"Development of Sintered SKD11 compacts with High Robust performance by Metal Injection Molding" J.Jpn.Soc.Powder Powder Metallurgy,52(2005)717-721
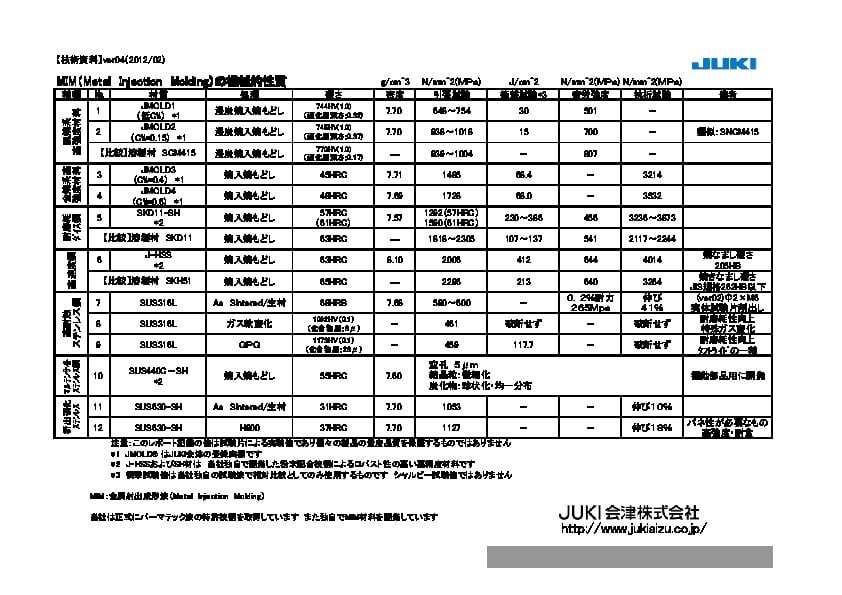
MIM機械的性質
 |
|
MIM寸法精度
1)MIM製造工程とIT等級との関係
MIM焼結品の精度と、さらに高い要求品質を満たすための機械加工の関係は下図のようになります。
当社では、サイジングも積極的に採用しています。
当社では、サイジングも積極的に採用しています。
2)寸法公差
表1~3は、JMOLD®を基準とするものです。
| 製品寸法 | 一般公差 |
|---|---|
| 0~10 | ±0.1 |
| 10~20 | ±0.15 |
| 20~30 | ±0.2 |
| 30~50 | ±0.3 |
| 50~ | ±1% |
| 角度 | ±0.5° |
| イジェクタマーク(EP跡) | ±0.2 |
| 重量 | 0.2~30g |
| 最少穴径 | 0.2(2mm 厚 ) |
| 最少肉厚 | 0.8mm |
| 平面度 | 長さ(MAX)×0.6% |
| 製品寸法 | 一般公差 |
|---|---|
| 0~5 | ±0.07 |
| 5~20 | ±0.1 |
| 製品寸法 | 一般公差 |
| 0~5 | ±0.05 |
| 0~10 | ±0.08 |
| 10~20 | ±0.15 |
| 20~30 | ±0.15 |
| 30~50 | ±0.25 |
| 50~ | ±0.3% |
| 角度 | ±0.3 |
| インジェクタマーク(EP跡) | ±0.05 |
| 重量 | 実績MAX230g |
| 最少穴径 | 0.2(2mm厚) |
| 最少肉厚 | 0.3mm(局部的) |
| 平面度 | 長さ(MAX) ×0.6% |
3)材質の違いによる寸法公差(素材公差) 2006年現在
2006年現在
○ 十分可能 △可能 × 難
| 金属材料の分野 |
材質名
|
IT9 | IT10 | IT11 | IT12 | IT13 |
| 低合金鋼 | JMOLD® | × | × | △ | ○ | ○ |
| ステンレス鋼 | SUS316L | × | △ | ○ | ○ | ○ |
| *SUS440C-SH | × | △ | ○ | ○ | ○ | |
| SUS630 | × | △ | ○ | ○ | ||
|
工具鋼
|
*SKD11-SH | × | △ | ○ | ○ | ○ |
| *J-HSS(ハイス) | × | △ | ○ | ○ | ○ |
*印の材質は、近年JUKI株式会社中央技術研究所と共同開発したロバスト性の高い高精度材料です。
関連論文:"Development of Sintered SKD11 compacts with High Robust performance by Metal Injection Molding" J.Jpn.Soc.Powder Powder Metallurgy,52(2005)
関連論文:"Development of Sintered SKD11 compacts with High Robust performance by Metal Injection Molding" J.Jpn.Soc.Powder Powder Metallurgy,52(2005)

